କଂକ୍ରିଟ୍ ନିର୍ମାଣ ପ୍ରଣାଳୀ ପାଇଁ ଭାରୀ ଡ୍ୟୁଟି ଫର୍ମୱାର୍କ କ୍ଲାମ୍ପ




ୟୁରୋ ଫର୍ମୱାର୍କ ସିଷ୍ଟମରେ ଏକ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ସଂଯୋଗକାରୀ ଭାବରେ, ଆମର କାଷ୍ଟିଂ କ୍ଲାମ୍ପ କାନ୍ଥ ଏବଂ ସ୍ଲାବ ପାଇଁ ଷ୍ଟିଲ୍ ଫର୍ମଗୁଡ଼ିକର ସଠିକ୍ ଆଲାଇନ୍ମେଣ୍ଟ ଏବଂ ସୁରକ୍ଷିତ ଲକିଂ ସୁନିଶ୍ଚିତ କରେ। ଚାପି ହୋଇଥିବା ବିକଳ୍ପଗୁଡ଼ିକ ପରି ନୁହେଁ, ଏହାକୁ ଏକ ଉଚ୍ଚ-ସମ୍ପୂର୍ଣ୍ଣତା କାଷ୍ଟିଂ ପ୍ରକ୍ରିୟା ମାଧ୍ୟମରେ ତିଆରି କରାଯାଇଛି: ପ୍ରିମିୟମ୍ କଞ୍ଚାମାଲଗୁଡ଼ିକୁ ତରଳାଇ, ଛାଞ୍ଚରେ ଢାଳି, ଥଣ୍ଡା ଏବଂ ସୂକ୍ଷ୍ମ ଭାବରେ ଗ୍ରାଇଣ୍ଡିଂ କରାଯାଏ। ପ୍ରତ୍ୟେକ ଖଣ୍ଡକୁ ଆସେମ୍ବଲି ପୂର୍ବରୁ ଏକ ଇଲେକ୍ଟ୍ରୋ-ଗାଲଭାନାଇଜଡ୍ ଫିନିସ୍ ପ୍ରାପ୍ତ ହୁଏ, ଯାହା ବିଶ୍ୱସ୍ତରୀୟ ପ୍ରକଳ୍ପଗୁଡ଼ିକ ପାଇଁ ସ୍ଥାୟୀତ୍ୱ ଏବଂ ସ୍ଥିର ଗୁଣବତ୍ତା ଗ୍ୟାରେଣ୍ଟି ଦିଏ।
ବିବରଣୀ ଦେଖାଉଛି
ସତ କହିବାକୁ ଗଲେ, ପ୍ରତ୍ୟେକ ଭିନ୍ନ ଭିନ୍ନ ବଜାରର ଆବଶ୍ୟକତା ଭିନ୍ନ ଏବଂ ଗୁଣବତ୍ତା ଅସମାନ। ଏବଂ, ଅଧିକାଂଶ ଗ୍ରାହକ କିମ୍ବା ଶେଷ ଉପଭୋକ୍ତା ଗୁଣବତ୍ତା ବିଷୟରେ କୌଣସି ଧାରଣା ନାହାଁନ୍ତି, କେବଳ ଚିନ୍ତା କରନ୍ତି ଏବଂ ମୂଲ୍ୟ ତୁଳନା କରନ୍ତି।
ପ୍ରକୃତରେ, ବିଭିନ୍ନ ଆବଶ୍ୟକତା ଅନୁସାରେ, ଆମେ ବାଛିବା ପାଇଁ ବିଭିନ୍ନ ସ୍ତରର ଗୁଣବତ୍ତା ଉତ୍ପାଦନ କରୁ।
ଉଚ୍ଚମାନର ଗ୍ରାହକମାନଙ୍କ ପାଇଁ, ଆମେ ସେମାନଙ୍କୁ 2.8 କିଲୋଗ୍ରାମ ଏବଂ ଆନିଲଡ୍ ଗୋଟିଏ ସୁପାରିଶ କରୁଛୁ।
କମ୍ ଆବଶ୍ୟକ ପାଇଁ, ଆମେ ସେମାନଙ୍କୁ 2.45 କିଲୋଗ୍ରାମ ପରାମର୍ଶ ଦେଉଛୁ।
| ନାମ | ୟୁନିଟ୍ ଓଜନ କିଲୋଗ୍ରାମ | କୌଶଳ ପ୍ରକ୍ରିୟା | ପୃଷ୍ଠ ଚିକିତ୍ସା | କଞ୍ଚାମାଲ |
| ଫର୍ମୱାର୍କ କାଷ୍ଟଡ୍ କ୍ଲାମ୍ପ | ୨.୪୫ କିଲୋଗ୍ରାମ ଏବଂ ୨.୮ କିଲୋଗ୍ରାମ | କାଷ୍ଟିଂ | ଇଲେକ୍ଟ୍ରୋ-ଗାଲଭ। | କ୍ୟୁଟି୪୫୦ |
ଫର୍ମୱାର୍କ ଆସେସୋରିଜ୍
| ନାମ | ଚିତ୍ର। | ଆକାର ମିମି | ୟୁନିଟ୍ ଓଜନ କିଲୋଗ୍ରାମ | ପୃଷ୍ଠ ଚିକିତ୍ସା |
| ଟାଇ ରଡ୍ |  | ୧୫/୧୭ ମିମି | ୧.୫ କିଲୋଗ୍ରାମ/ମି | କଳା/ଗାଲଭ। |
| ୱିଂ ନଟ୍ |  | ୧୫/୧୭ ମିମି | ୦.୩ କିଲୋଗ୍ରାମ | କଳା/ଇଲେକ୍ଟ୍ରୋ-ଗାଲଭ। |
| ୱିଂ ନଟ୍ |  | ୨୦/୨୨ ମିମି | ୦.୬ କିଲୋଗ୍ରାମ | କଳା/ଇଲେକ୍ଟ୍ରୋ-ଗାଲଭ। |
| 3ଟି ଡେଣା ସହିତ ଗୋଲ ବାଦାମ |  | ୨୦/୨୨ମିମି, D୧୧୦ | ୦.୯୨ କିଲୋଗ୍ରାମ | କଳା/ଇଲେକ୍ଟ୍ରୋ-ଗାଲଭ। |
| 3ଟି ଡେଣା ସହିତ ଗୋଲ ବାଦାମ |  | ୧୫/୧୭ମିମି, D୧୦୦ | ୦.୫୩ କିଲୋଗ୍ରାମ / ୦.୬୫ କିଲୋଗ୍ରାମ | କଳା/ଇଲେକ୍ଟ୍ରୋ-ଗାଲଭ। |
| ୨ଟି ଡେଣା ସହିତ ଗୋଲ ବାଦାମ |  | ଡି୧୬ | ୦.୫ କିଲୋଗ୍ରାମ | କଳା/ଇଲେକ୍ଟ୍ରୋ-ଗାଲଭ। |
| ହେକ୍ସ ନଟ୍ | 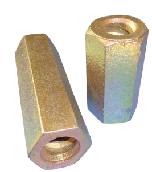 | ୧୫/୧୭ ମିମି | ୦.୧୯ କିଲୋଗ୍ରାମ | କଳା/ଇଲେକ୍ଟ୍ରୋ-ଗାଲଭ। |
| ଟାଇ ନଟ୍ - ଘୁଞ୍ଚା ମିଶ୍ରଣ ପ୍ଲେଟ୍ ନଟ୍ | 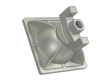 | ୧୫/୧୭ ମିମି | ୧ କିଲୋଗ୍ରାମ | କଳା/ଇଲେକ୍ଟ୍ରୋ-ଗାଲଭ। |
| ଧୋଇବା ଯନ୍ତ୍ର |  | ୧୦୦x୧୦୦ମିମି | କଳା/ଇଲେକ୍ଟ୍ରୋ-ଗାଲଭ। | |
| ପ୍ୟାନେଲ୍ ଲକ୍ କ୍ଲାମ୍ପ |  | ୨.୪୫ କିଲୋଗ୍ରାମ | ଇଲେକ୍ଟ୍ରୋ-ଗାଲଭ। | |
| ଫର୍ମୱାର୍କ କ୍ଲାମ୍ପ-ୱେଜ୍ ଲକ୍ କ୍ଲାମ୍ପ |  | ୨.୮ କିଲୋଗ୍ରାମ | ଇଲେକ୍ଟ୍ରୋ-ଗାଲଭ। | |
| ଫର୍ମୱାର୍କ କ୍ଲାମ୍ପ-ୟୁନିଭର୍ସାଲ୍ ଲକ୍ କ୍ଲାମ୍ପ |  | ୧୨୦ ମିମି | ୪.୩ | ଇଲେକ୍ଟ୍ରୋ-ଗାଲଭ। |
| ଷ୍ଟିଲ୍ କୋନ୍ |  | DW୧୫ମିମି ୭୫ମିମି | ୦.୩୨ କିଲୋଗ୍ରାମ | କଳା/ଇଲେକ୍ଟ୍ରୋ-ଗାଲଭ। |
| ଫର୍ମୱାର୍କ ସ୍ପ୍ରିଙ୍ଗ କ୍ଲାମ୍ପ |  | ୧୦୫x୬୯ମିମି | ୦.୩୧ | ଇଲେକ୍ଟ୍ରୋ-ଗାଲଭ./ପେଣ୍ଟେଡ୍ |
| ଫ୍ଲାଟ୍ ଟାଇ |  | ୧୮.୫ ମିମିx୧୫୦ ଲିଟର | ସ୍ୱୟଂ-ସମାପ୍ତ | |
| ଫ୍ଲାଟ୍ ଟାଇ | | ୧୮.୫ ମିମିx୨୦୦ ଲିଟର | ସ୍ୱୟଂ-ସମାପ୍ତ | |
| ଫ୍ଲାଟ୍ ଟାଇ | | ୧୮.୫ ମିମିx୩୦୦ ଲିଟର | ସ୍ୱୟଂ-ସମାପ୍ତ | |
| ଫ୍ଲାଟ୍ ଟାଇ | | ୧୮.୫ ମିମିx୬୦୦ ଲିଟର | ସ୍ୱୟଂ-ସମାପ୍ତ | |
| ୱେଜ୍ ପିନ୍ |  | ୭୯ ମିମି | ୦.୨୮ | କଳା |
| ଛୋଟ/ବଡ଼ ହୁକ୍ |  | ରଙ୍ଗିତ ରୂପା |
ଲାଭ
୧.ଉତ୍କୃଷ୍ଟ ସାମଗ୍ରୀ ଏବଂ କାଷ୍ଟିଂ କୌଶଳ
ସାଧାରଣ ଷ୍ଟାମ୍ପିଂ ଅଂଶଗୁଡ଼ିକ ପରି ନୁହେଁ, ଆମର କାଷ୍ଟ ଷ୍ଟିଲ୍ ଟେମ୍ପଲେଟ୍ ଫିକ୍ସଚର୍ ଉଚ୍ଚ-ଗୁଣବତ୍ତା ବିଶୁଦ୍ଧ କଞ୍ଚାମାଲରୁ ତିଆରି ହୋଇଥାଏ ଏବଂ ଉଚ୍ଚ-ତାପମାନ ତରଳାଇବା ଏବଂ କାଷ୍ଟିଂ ମାଧ୍ୟମରେ ଗଠିତ ହୋଇଥାଏ। ଏହି ପ୍ରକ୍ରିୟା ନିଶ୍ଚିତ କରେ ଯେ ଉତ୍ପାଦଗୁଡ଼ିକର ଉଚ୍ଚ ଘନତ୍ୱ ଏବଂ କୌଣସି ବାୟୁ ଛିଦ୍ର ନାହିଁ, ଏବଂ ଗଠନାତ୍ମକ ଅଣୁଗୁଡ଼ିକ ଅଧିକ ନିକଟରୁ ପ୍ୟାକ୍ ହୋଇଛି। ଫଳସ୍ୱରୂପ, ଫିକ୍ସଚର୍ଗୁଡ଼ିକରେ ଉତ୍କୃଷ୍ଟ ଟେନସାଇଲ୍ ଶକ୍ତି ଏବଂ ପ୍ରଭାବ ପ୍ରତିରୋଧ ଅଛି, ଯାହା କଂକ୍ରିଟ୍ ଢାଳିବା ସମୟରେ ସୃଷ୍ଟି ହୋଇଥିବା ବିଶାଳ ପାର୍ଶ୍ଵ ଚାପକୁ ସହ୍ୟ କରିବାରେ ସକ୍ଷମ।
୨. ସଠିକ୍ ଛାଞ୍ଚୀକରଣ ଏବଂ ପୃଷ୍ଠ ଚିକିତ୍ସା
ଉତ୍ପାଦଟି କାଷ୍ଟ ହେବା ପରେ, କୌଣସି ବର୍ ବିନା ଏକ ମସୃଣ ଏବଂ ତ୍ରୁଟିହୀନ ପୃଷ୍ଠ ସୁନିଶ୍ଚିତ କରିବା ପାଇଁ କଠୋର ଶୀତଳୀକରଣ, ଚିକିତ୍ସା, ପଲିସିଂ ଏବଂ ଗ୍ରାଇଣ୍ଡିଂ ପ୍ରକ୍ରିୟା କରାଯାଏ। ପରବର୍ତ୍ତୀ ସମୟରେ, ଇଲେକ୍ଟ୍ରୋ-ଗାଲଭାନାଇଜିଂ ଚିକିତ୍ସା ଉତ୍ପାଦକୁ କେବଳ ଆକର୍ଷଣୀୟ ଦେଖାଏ ନାହିଁ ବରଂ ଏହାକୁ ଅତ୍ୟନ୍ତ ଶକ୍ତିଶାଳୀ କ୍ଷୟ ପ୍ରତିରୋଧ ମଧ୍ୟ ପ୍ରଦାନ କରେ, ଯାହା ନିର୍ମାଣ ସ୍ଥାନରେ ଓଦାତା ଏବଂ ପବନ କ୍ଷୟରୁ ଉତ୍ପାଦକୁ ପ୍ରଭାବଶାଳୀ ଭାବରେ ରକ୍ଷା କରିପାରିବ, ଏହାର ସେବା ଜୀବନକୁ ଉଲ୍ଲେଖନୀୟ ଭାବରେ ବୃଦ୍ଧି କରିପାରିବ।
3. ସ୍ଥିର ସଂଯୋଗ କାର୍ଯ୍ୟଦକ୍ଷତା
ୟୁରୋ ଫର୍ମ ସିଷ୍ଟମର ମୂଳ ସଂଯୋଗକାରୀ ଉପାଦାନ ଭାବରେ, ଏହି ଫିକ୍ସଚରଟି ଦୁଇଟି ଷ୍ଟିଲ୍ ଫର୍ମୱାର୍କ ମଧ୍ୟରେ ସଂଯୋଗକୁ ସଠିକ୍ ଭାବରେ ସ୍ଥିର କରିବା ପାଇଁ ସ୍ୱତନ୍ତ୍ର ଭାବରେ ଡିଜାଇନ୍ କରାଯାଇଛି। ଏହାର ସଠିକ୍ କ୍ଲାମ୍ପିଂ ବଳ ନିଶ୍ଚିତ କରେ ଯେ ଫର୍ମୱାର୍କର ସନ୍ଧି ସମତଳ ଏବଂ ଭୁଲ ସଂଳାପ ବିନା, କାନ୍ଥ ଫର୍ମୱାର୍କ ଏବଂ ମହଲା ଫର୍ମୱାର୍କକୁ ପ୍ରଭାବଶାଳୀ ଭାବରେ ସମର୍ଥନ କରେ, କଂକ୍ରିଟ୍ ଭୁଶୁଡ଼ିବା ଏବଂ ଲିକେଜ୍ ରୋକିବାରେ ସାହାଯ୍ୟ କରେ ଏବଂ ମୋଲ୍ଡିଂ ପରେ କଂକ୍ରିଟର ପୃଷ୍ଠ ଗୁଣବତ୍ତା ଗ୍ୟାରେଣ୍ଟି କରେ।
୪. କଠୋର ଗୁଣବତ୍ତା ନିୟନ୍ତ୍ରଣ ବ୍ୟବସ୍ଥା
ତିଆନଜିନରେ ସ୍ଥାନୀୟ ଇସ୍ପାତ ଶିଳ୍ପ ସୁବିଧା ଉପରେ ନିର୍ଭର କରି, ଆମେ ଉତ୍ସରୁ ଗୁଣବତ୍ତା ନିୟନ୍ତ୍ରଣ କରିବା ପାଇଁ ବିଭିନ୍ନ ଗ୍ରେଡ୍ ଇସ୍ପାତ କଞ୍ଚାମାଲ ଚୟନ କରିପାରିବା। ରଫ୍ କାଷ୍ଟିଂ ଠାରୁ ମେସିନିଂ ଏବଂ ଅନ୍ତିମ ସମାବେଶ ପର୍ଯ୍ୟନ୍ତ, ପ୍ରତ୍ୟେକ ପଦକ୍ଷେପ "ଗୁଣବତ୍ତା ପ୍ରଥମେ" ନୀତିକୁ ପାଳନ କରେ, ଏହା ନିଶ୍ଚିତ କରେ ଯେ ସାରା ବିଶ୍ୱକୁ ପଠାଯାଇଥିବା ପ୍ରତ୍ୟେକ ଫିକ୍ସଚର ସେଟ୍ କାର୍ଯ୍ୟଦକ୍ଷତାରେ ନିର୍ଭରଯୋଗ୍ୟ।
୫. ବ୍ୟାପକ ପ୍ରଯୁଜ୍ୟତା ଏବଂ ସ୍ୱୀକୃତି
ଆମର କାଷ୍ଟ ଷ୍ଟିଲ୍ ଫିକ୍ସଚରଗୁଡ଼ିକ ଦକ୍ଷିଣ-ପୂର୍ବ ଏସିଆ, ମଧ୍ୟପ୍ରାଚ୍ୟ, ୟୁରୋପ ଏବଂ ଆମେରିକା ଭଳି ବିଭିନ୍ନ ଦେଶ ଏବଂ ଅଞ୍ଚଳରେ ଅନେକ ଇଞ୍ଜିନିୟରିଂ ପ୍ରକଳ୍ପରେ ବହୁଳ ଭାବରେ ବ୍ୟବହୃତ ହୋଇଛି। ଏହା ଉଚ୍ଚ-ଉଚ୍ଚ କୋଠାରେ କାନ୍ଥ ଏବଂ ସ୍ତମ୍ଭ ଢାଳିବା ହେଉ କିମ୍ବା ବଡ଼ ଧରଣର ଭିତ୍ତିଭୂମି ପ୍ରକଳ୍ପ ପାଇଁ ମହଲା ସ୍ଲାବ୍ ନିର୍ମାଣ ହେଉ, ସେମାନେ ଉତ୍କୃଷ୍ଟ ଅନୁକୂଳନଶୀଳତା ଏବଂ ସ୍ଥିରତା ପ୍ରଦର୍ଶନ କରନ୍ତି, ଯାହା ଅନ୍ତର୍ଜାତୀୟ ଗ୍ରାହକଙ୍କ ବିଶ୍ୱାସ ଅର୍ଜନ କରେ।
୬. ସ୍ଥାୟୀ ମୂଲ୍ୟ-କାର୍ଯ୍ୟକ୍ଷମତା
ଯଦିଓ କାଷ୍ଟିଂ ପ୍ରକ୍ରିୟା ସାଧାରଣ ଷ୍ଟାମ୍ପିଂ ଅଂଶ ତୁଳନାରେ ଅଧିକ ଖର୍ଚ୍ଚ କରେ, ଏହାର ଅତ୍ୟନ୍ତ ଦୀର୍ଘ ସେବା ଜୀବନ ଏବଂ ଅତ୍ୟନ୍ତ କମ୍ ରକ୍ଷଣାବେକ୍ଷଣ ଏବଂ ପ୍ରତିସ୍ଥାପନ ହାର ଦୀର୍ଘକାଳୀନ ପ୍ରକଳ୍ପଗୁଡ଼ିକରେ ଗ୍ରାହକମାନଙ୍କୁ ସାମଗ୍ରିକ ଖର୍ଚ୍ଚ ଯଥେଷ୍ଟ ସଞ୍ଚୟ କରିଛି। ଏହା ଉଚ୍ଚ-ଗୁଣବତ୍ତା ଇଞ୍ଜିନିୟରିଂ ପାଇଁ ଏକ ଆଦର୍ଶ ପସନ୍ଦ।



ସାଧାରଣ ପ୍ରଶ୍ନ
ପ୍ର୧. ଫର୍ମୱାର୍କ କାଷ୍ଟ କ୍ଲାମ୍ପର ମୁଖ୍ୟ କାର୍ଯ୍ୟ କ'ଣ?
A: ଆମର କାଷ୍ଟ ଫର୍ମୱାର୍କ କ୍ଲାମ୍ପର ପ୍ରାଥମିକ କାର୍ଯ୍ୟ ହେଉଛି ଷ୍ଟିଲ୍ ଫର୍ମୱାର୍କ ପ୍ୟାନେଲଗୁଡ଼ିକୁ ସୁରକ୍ଷିତ ଭାବରେ ସଂଯୋଗ କରିବା ଏବଂ ସ୍ଥିର କରିବା। ଏହା ଦୁଇଟି ଫର୍ମ ମଧ୍ୟରେ ଏକ କଡ଼ା ସଂଯୋଗ ସୁନିଶ୍ଚିତ କରେ, ଯାହା ୟୁରୋ ଫର୍ମ ସିଷ୍ଟମ ମଧ୍ୟରେ ସ୍ଲାବ୍, କାନ୍ଥ, ସ୍ତମ୍ଭ ଏବଂ ଅନ୍ୟାନ୍ୟ କଂକ୍ରିଟ୍ ଗଠନ ପାଇଁ କଂକ୍ରିଟ୍ ଭାରକୁ ସମର୍ଥନ କରିବା ପାଇଁ ଆବଶ୍ୟକୀୟ ସ୍ଥିରତା ପ୍ରଦାନ କରେ।
ପ୍ର୨. କାଷ୍ଟ କ୍ଲାମ୍ପ ଏବଂ ପ୍ରେସ୍ କ୍ଲାମ୍ପ ମଧ୍ୟରେ କ'ଣ ପାର୍ଥକ୍ୟ?
ଉ: ମୁଖ୍ୟ ପାର୍ଥକ୍ୟ ହେଉଛି ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟାରେ। ଆମର କାଷ୍ଟ କ୍ଲାମ୍ପଗୁଡ଼ିକ ଉଚ୍ଚମାନର କଞ୍ଚାମାଲକୁ ତରଳ ଅବସ୍ଥାରେ ଗରମ କରି, ଲୁହାକୁ ଏକ ଛାଞ୍ଚରେ ଢାଳି ଏବଂ ତା’ପରେ ଏହାକୁ ଥଣ୍ଡା ଏବଂ କଠିନ ହେବାକୁ ଦେଇ ଉତ୍ପାଦିତ ହୁଏ। ଏହା ଚାପି ହୋଇଥିବା କ୍ଲାମ୍ପଗୁଡ଼ିକଠାରୁ ଭିନ୍ନ, ଯାହା ଷ୍ଟିଲ୍ ସିଟ୍ ଷ୍ଟାମ୍ପିଂ ଦ୍ୱାରା ଗଠିତ ହୋଇଥାଏ। କାଷ୍ଟିଂ ପ୍ରକ୍ରିୟା ସାଧାରଣତଃ ଉତ୍ତମ ଭାର-ବାହନ କ୍ଷମତା ସହିତ ଏକ ଅଧିକ ଦୃଢ଼ ଏବଂ ସ୍ଥାୟୀ ଉତ୍ପାଦରେ ପରିଣତ ହୁଏ।
ପ୍ର୩. ଆମର କାଷ୍ଟ କ୍ଲାମ୍ପଗୁଡ଼ିକର ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା କ’ଣ?
ଉ: ଆମର ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ପ୍ରତ୍ୟେକ ପଦକ୍ଷେପରେ ଉଚ୍ଚ ଗୁଣବତ୍ତା ସୁନିଶ୍ଚିତ କରେ:
- ତରଳାଇବା: ଉଚ୍ଚ-ଶୁଦ୍ଧତା ଥିବା କଞ୍ଚାମାଲଗୁଡ଼ିକୁ ତରଳିବା ପର୍ଯ୍ୟନ୍ତ ଗରମ କରାଯାଏ।
- ଛାଞ୍ଚୀକରଣ: ତରଳା ଲୁହାକୁ ସଠିକ ଛାଞ୍ଚରେ ଢାଳି ଦିଆଯାଏ।
- ଶୀତଳୀକରଣ: ଇଚ୍ଛିତ ଶକ୍ତି ହାସଲ କରିବା ପାଇଁ କାଷ୍ଟିଂଗୁଡ଼ିକୁ ଥଣ୍ଡା ଏବଂ କଠିନ କରାଯାଏ।
- ଶେଷ କାର୍ଯ୍ୟ: ପ୍ରତ୍ୟେକ ଖଣ୍ଡକୁ ପଲିସ୍ କରାଯାଏ ଏବଂ ଘା' ବାହାର କରିବା ପାଇଁ ଗ୍ରାଇଣ୍ଡିଂ କରାଯାଏ।
- ଆବରଣ: କଳଙ୍କି ରୋକିବା ପାଇଁ ଇଲେକ୍ଟ୍ରୋ-ଗାଲଭାନାଇଜିଂର ଏକ ସୁରକ୍ଷା ସ୍ତର ପ୍ରୟୋଗ କରାଯାଏ।
- ସଂଯୋଗ ଏବଂ ପ୍ୟାକିଂ: ଶେଷରେ, ଉପାଦାନଗୁଡ଼ିକୁ ଏକତ୍ରିତ କରାଯାଏ ଏବଂ ପଠାଯିବା ପାଇଁ ପ୍ୟାକ୍ କରାଯାଏ।
ପ୍ର.୪. ଆପଣ ଆପଣଙ୍କର ଫର୍ମୱାର୍କ କ୍ଲାମ୍ପଗୁଡ଼ିକର ଗୁଣବତ୍ତା କିପରି ନିଶ୍ଚିତ କରିବେ?
ଉ: ସମଗ୍ର ପ୍ରକ୍ରିୟାରେ ଆମେ କଠୋର ଗୁଣବତ୍ତା ନିୟନ୍ତ୍ରଣ ବଜାୟ ରଖୁଛୁ। ତିଆନଜିନରେ ଅବସ୍ଥିତ ହେବା ଦ୍ୱାରା, ଆମେ ବିଭିନ୍ନ ଗ୍ରେଡ୍ ଇସ୍ପାତ କଞ୍ଚାମାଲ ପାଇଁ ଉତ୍କୃଷ୍ଟ ପ୍ରବେଶ ପାଇଛୁ, ଯାହା ଆମକୁ ଆମର ଆବଶ୍ୟକତା ପାଇଁ ସର୍ବୋତ୍ତମ ଚୟନ କରିବାକୁ ଅନୁମତି ଦିଏ। ଆମେ କଞ୍ଚାମାଲ ଯାଞ୍ଚ ଠାରୁ ଆରମ୍ଭ କରି ଶେଷ ଇଲେକ୍ଟ୍ରୋ-ଗାଲଭାନାଇଜିଂ ଏବଂ ଆସେମ୍ବଲି ପର୍ଯ୍ୟନ୍ତ ପ୍ରତ୍ୟେକ ପର୍ଯ୍ୟାୟ ତଦାରଖ କରୁ, ନିଶ୍ଚିତ କରୁ ଯେ ସମସ୍ତ ସାମଗ୍ରୀ ରପ୍ତାନି ପୂର୍ବରୁ ଆମର ଉଚ୍ଚ ମାନଦଣ୍ଡ ପୂରଣ କରେ।
ପ୍ର୫. ଆପଣ କେଉଁ ବଜାରକୁ ରପ୍ତାନି କରନ୍ତି, ଏବଂ ଆପଣଙ୍କ କମ୍ପାନୀର ଦର୍ଶନ କ’ଣ?
ଉ: ଆମର ଉତ୍ପାଦଗୁଡ଼ିକ ବିଶ୍ୱ ସ୍ତରରେ ଦକ୍ଷିଣ ପୂର୍ବ ଏସିଆ କ୍ଷେତ୍ର, ମଧ୍ୟପ୍ରାଚ୍ୟ ବଜାର, ଏବଂ ୟୁରୋପ ଏବଂ ଆମେରିକା ସମେତ ବିଭିନ୍ନ ଦେଶକୁ ରପ୍ତାନି କରାଯାଏ। ଆମେ "ଗୁଣବତ୍ତା ପ୍ରଥମ, ଗ୍ରାହକ ସର୍ବୋଚ୍ଚ ଏବଂ ସେବା ସର୍ବୋଚ୍ଚ" ନୀତି ଅନୁଯାୟୀ କାର୍ଯ୍ୟ କରୁ, ଯାହା ଆପଣଙ୍କ ଆବଶ୍ୟକତା ପୂରଣ କରିବା ଏବଂ ପାରସ୍ପରିକ ଲାଭଦାୟକ, ଦୀର୍ଘକାଳୀନ ସହଯୋଗ ଗଠନ କରିବା ପାଇଁ ଉତ୍ସର୍ଗୀକୃତ।









